


联系我们

当前位置:
鑫邦源特钢有限公司(温州分公司) >
温州本地今日News
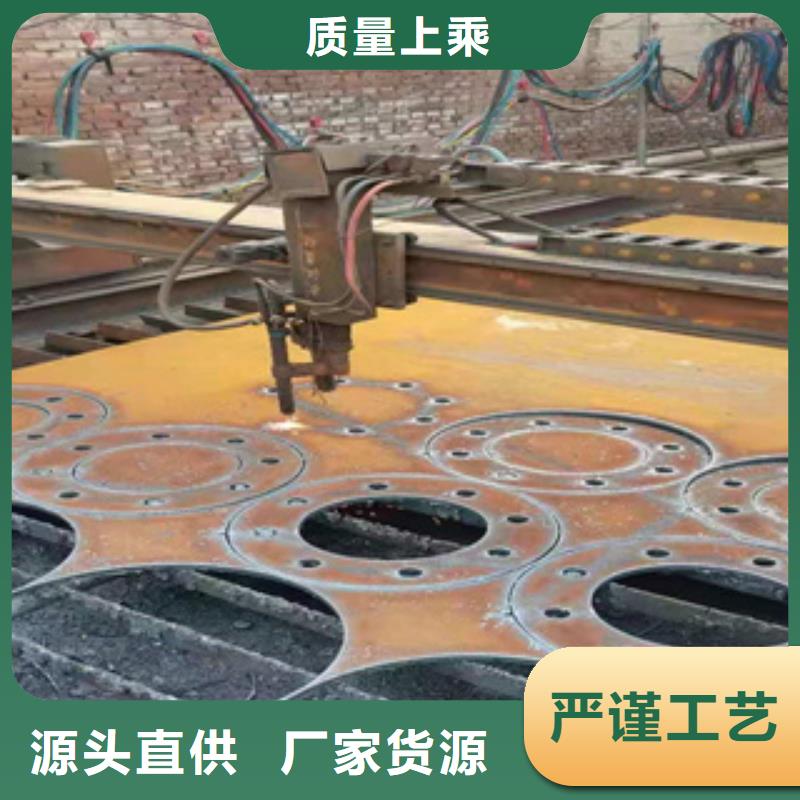
耐磨钢板镀锌钢管品质服务
更新时间:2025-05-23 08:39:47 ip归属地:温州,天气:小雨,温度:21-28 浏览次数:3 公司名称: 鑫邦源特钢有限公司(温州分公司)
以下是:耐磨钢板镀锌钢管品质服务的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 材质 | NM400 NM450 NM500 NM360 MN13 |
以下是:耐磨钢板镀锌钢管品质服务的图文视频





耐磨钢板镀锌钢管品质服务,鑫邦源特钢有限公司(温州分公司)为您提供耐磨钢板镀锌钢管品质服务产品案例,联系人:颜经理,电话:18762195566、18762195566,QQ:1143544302,发货地:经济开发区钢管城2排5号。 浙江省,温州市 温州市,简称“瓯”,浙江省辖地级市,长江三角洲中心区城市,是国务院批复确定的东南沿海重要的商贸城市和区域中心城市,位于浙江省东南部,东濒东海、南毗福建省、西及西北部与丽水市相连、北和东北部与台州市接壤;地势自西向东呈梯状倾斜,为中亚热带季风气候区;截至2021年,全市辖4个市辖区、5个县,代管3个县级市,陆地面积12110平方千米,海域面积8649平方千米;2022年,温州市户籍总人口831.8万人,常住人口967.9万人。
我们的现场实拍视频将带您走进耐磨钢板镀锌钢管品质服务产品的世界,产品视频细节之美一览无余!
以下是:耐磨钢板镀锌钢管品质服务的图文介绍

这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~4mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板的母板厚度为10mm,堆焊后的实际韧性区金属约减小20~35%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成复合耐磨板的断裂。 研究表明,堆焊层的裂纹数量越多,越细小,分布越广,则焊接应力释放的越,母板焊后变形越小,应用中越。另外,复合耐磨板的表面若是没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有达到要求。 焊接是一种使复合耐磨板之间形成 性连接的加工工艺和,在多种焊接方法中,以熔化焊的应用为广泛,而熔化焊中,主要的就是电弧焊。电弧焊以电极和母材之间产生的电弧作为热源的主要来源,来熔化耐磨板与母材,在母材上形成熔池,冷却后形成焊缝。 因此作为电弧焊的主要热源,电弧对于电弧焊有着至关重要的作用。电弧性指的是电弧在焊接过程中保持燃烧而不发生断弧、磁偏吹等现象的程度。燃烧的电弧具有熔滴过渡过程平稳,电弧弧长变化小,短路飞概较少等优点,所焊焊缝熔深、熔宽、余高都比较合适,焊缝成型美观,焊接质量高。


对于运用埋弧焊的时候出现的不合理的现象,我们又该如何做理,以及如果处理埋弧焊焊接当中所出现的焊接缺陷。第五点:焊接裂纹接时候出现裂纹,这种现象产生的原因有,焊缝没有焊透现象,在焊接当中没有按照一定的顺序,焊接的耐磨板刚度比较大,双金属耐磨板的层数较高。 第六点:焊接熔穿埋弧焊运用当中也可能会出现焊接焊穿的情况,这种情况一般都发生在焊接电流过大,双金属耐磨板比较薄弱,焊接头一直没有拿开,而这种缺陷一般的处理方式,就是要注意焊的位置以及处理好电流电压,调节好这些,这样才能够放置于焊接焊穿的可能。 双金属耐磨板的MIG/MAG焊是以惰性气体保护或以富体保护的弧焊方法。而CO2保护焊却具有强烈的氧化性。这就决定了二者的区别和特点。双金属耐磨板MIG/MAG焊的主要优点如下:1)在氩或富体保护下的焊接电弧。 不但射滴过渡与射流过渡时电弧,而且在小电流MAG焊的短路过渡情况下,电弧对熔滴的排斥作用较小,从而保证了MIG/MAG焊短路过渡的飞溅量60%以上。2)由于MIG/MAG熔滴过渡均匀和,所以耐磨板的焊缝成形均匀、美观。



鑫邦源特钢有限公司(温州分公司)自成立以来便坚持以质量为生命,以服务为保障,以客户满意为目标,现已与全国多个城市 5310高压无缝管产品经销商建立了合作关系。我公司将继续秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供更好的服务。欢迎您前来参观咨询!


双金属耐磨板的预热温度750℃焊接电源采用直流正板性,以工件的温度。焊接电流250A,焊钳采用自制的水冷式焊钳。手工电弧焊缘。焊件厚度大于5毫米时,焊前必须预热,预热温度一般在600-740℃左右。用107#双金属耐磨板焊接,电源应采用直流反接。 焊接时应当用短弧,钢板不宜作横向摆动。钢板作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。在焊接时,必须层间的熔渣,且焊接应在通风良好的场所进行。耐磨板焊好后应用平头锤敲击焊缝,应力和改善焊缝质量。 手工氩弧焊:在双金属耐磨板手工氩弧焊时,采用的钢板有双金属耐磨板201(钢板)和双金属耐磨板202。焊前应对工件焊接边缘和钢板表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。 复合耐磨板主要有以下八大性能,下面鑫州具体为大家介绍一下各大性能的特点:适应性好:用软管半自动或自动全位置焊比较方便,因此利于全位置焊。易掺合金:复合耐磨板可以用钢带卷入药粉掺合金来作成各种不同耐磨钢板,可更大范围地代替手工焊和实心钢板气保护焊及埋弧焊。



在浙江省温州市采购耐磨钢板镀锌钢管品质服务请认准鑫邦源特钢有限公司(温州分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:颜经理-18762195566,QQ:1143544302,地址:经济开发区钢管城2排5号)。